Day 3: Gluing the soundboard and drilling the head
Today corresponds to Roy’s book pp. 172-176; 197-198.
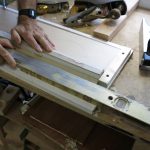
The shooting board for planing the sound board.
The sound board overhangs slightly. Not too much or it risks stressing the wood.
The edge of the sound board is planed very finely and constantly checked with a straight edge and against the other half.
Check that the sole of the plane is flat, too.
A piece of wood is used to hold down the sound board when planing it so as to distribute my weight more evenly.
The edges of both parts can be sanded with a straight edge, such as a spirit level with sandpaper stuck to the side.
One half is clamped to stop it moving.
The second half is clamped with wedges.
With the glue on, the wedges are knocked firmly to press the two halves together.
The wet join before cleaning
The wet join after wiping the excess glue away.
Next, we returned to the neck and prepared the head for drilling.
We check the machine heads against the head template.
The outline of the head is drawn from the template and four holes where the slots will start and end are marked with an awl through the template.
The head veneer is planed.
Preparing to drill.
The 16mm Forstner bit is aligned perfectly.
The four holes are the top and bottom of the head slots.
The sides of the head are marked out front and back. Covering the faces with tape and then cutting the tape to the outline, made the shape to plane to more visible for me.
Roy told me that some makers drill the four 16mm holes after tapering the head edges, but if you do it before tapering, it leaves some leeway to redraw the tapered edges if the 16mm holes go slightly wrong, i.e. nearer the edges than they should be.
Before drilling the barrels for the machine heads, the sides of the head need to be planed to their finished dimensions so that the holes can be drilled at the correct angle.
Roughly marking the curve at the end of the neck to be removed.
Planing the sides of the head to the taped outline.
Constantly checking to ensure the surfaces are flat and at 90 degrees.
Checking to see if the angle on one side corresponds with the angle on the other side.
Measuring the 35mm distance between the holes for the machine heads using a combination of a ruler and dividers.
With the head clamped to the pillar drill, the angle of the 10.5mm drill bit is checked from both sides.
When drilling holes through sections previously drilled, wooden dowling was used to stop splintering. The drill bit was taped to indicate the required depth of the hole.
The gears of the machine heads face the player.
The slots were marked out and the tape removed.
Using a coping saw, I roughly cut the slots.
I was constantly checking both sides when cutting the slots to ensure I wasn’t going into the taped area.
Then chiseled accurately on both sides.
The cheek in the centre of the slot is taken away and then a rasp is used before sanding the finished slots.






































You must be logged in to post a comment.